











HBM - Hottinger Baldwin Messtechnik GmbH (USA) - The ground test instrumentation team at Sikorsky faced the challenge of having multiple test scenarios, and many requirements for the complex testing systems utilized in the development of their helicopters. Their goal was to find a single data acquisition system fulfilling all their testing needs.
Sikorsky selected HBM as a partner to deploy a fleet of DAQ systems satisfying their requirements. A project team formed by the Sikorsky Ground Test Instrumentation personnel and HBM experts from the US and Germany analyzed the requirements and started development of an overall system concept to solve the problem.
When it Comes to Helicopter Testing:
Structural testing of a full-scale aircraft is always impressive to look at: complete fuselages and wing structures entangled in steel cages, subjected to extreme loads by dozens of actuators, incredible wing deflections and thousands of strain gauges and sensors. When it comes to helicopter testing, the game changes: even without leaving the structural field, requirements become very specialized and diversified. Unlike the fixed wing aircraft world, where most efforts in terms of data acquisition are aimed at full-scale test installations, a typical Helicopter test lab has a multitude of very different test benches.
The range of testing required:
Rotating parts (hubs, tension links, shafts, levers etc.) represent an important effort in terms of component testing. Tests can vary from small, simple test benches such as a single pitch link in uniaxial load configuration to more complex test installations like a main rotor hub. An important portion of testing efforts focuses on blades. Main and tail rotor blades must be qualified with fatigue tests simulating the entire life cycle with an important safety factor. Helicopter blades randomly taken from production are converted into test articles, by adding the proper interfaces for test bench mounting. Since the applied loads are very high, blades are routinely tested in short sections to better handle load insertion and deflection.
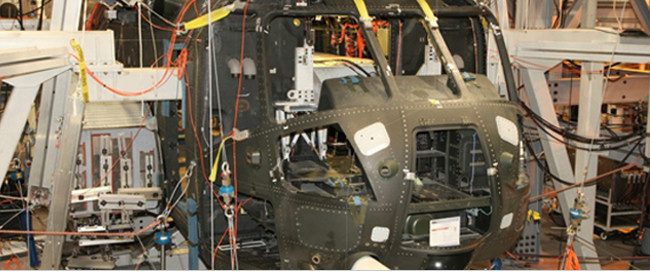
Airframe testing is of very high importance. The fuselage is tested in full scale configuration for fatigue and static test clearance. Large test structures, dozens of actuators and many thousands of strain gauges are common on this kind of test.
In certain cases, fuselage sections can also be tested separately on smaller test benches for more in-depth analysis.
Gearboxes and transmission are highly critical components. Dedicated test stands are set up to allow testing of the entire lifespan of a transmission, simulating loads coming from the rotor and extreme conditions such as over torques or oil leaks. Measurements in these areas tend to focus on torque, rotation, pressure and temperature. In addition, all actuators, hydraulic and control systems have a fundamental role in granting control of the machine and in no case should fail or malfunction.
This means that one of the most important testing scenarios features temperature, load and pressure measurements. On a slightly larger scale during Environmental test campaigns single components or even entire airframes may be tested in climate chambers to determine their response to extreme cold or heat. This is because it is crucial to ensure all the machine’s critical components remain efficient and responsive even under unpleasant environmental situations.
A Single Solution for Data Acquisition:
Now imagine being an Instrumentation Engineer, receiving the task to specify a data acquisition system for a very large set of test applications required in the development of a helicopter. This was the challenge that the Sikorsky Ground Test Instrumentation Team faced. Many test scenarios, many requirements, and one target: find a single data acquisition system fulfilling all of this. Sikorsky turned to HBM as a partner for their new DAQ system. Therefore, a project team formed by the Sikorsky Ground Test Instrumentation personnel and HBM experts from USA and Germany analyzed the requirements and started development of an overall system concept.
In the design phase, there were some vital requirements stated by Sikorsky that would go on to play a major role in the final DAQ System definition.
- The system must support all possible sensors and transducers used in the company’s laboratories, with individual per channel configurable sensor types, filters, and sample rates running on the embedded hardware. On top of that, digital avionics bus data need to be logged from MIL-STD-1553 and ARINC-429.
- The data acquisition system must be accommodated in a specialized cabinet known as the Shell.
- The shell has to be mobile, compact, of robust design, and offer an efficient interface with the data acquisition system. Ethernet and wireless connectivity are needed.
- The shell must be rapidly reconfigurable by adding, removing or switching between measurement modules without needing tools, with a maximum reconfiguration time of 5 minutes.
- Measurement modules must be able to operate outside the Shell, in the form of compact, portable DAQ systems.
- The system must be able to interface with the company’s existing network infrastructure via wireless Ethernet connection, uploading data to share while the test is running.
- The system must be able to interface with existing Sikorsky’s control systems and safety/shutdown systems, ensuring interlock connectivity and cycle counting capability.
QuantumX Data Acquisition System:
QuantumX was the DAQ system HBM selected for this project. Its modular, scalable and flexible architecture met Sikorsky’s requirements perfectly. It is an easy- and rapidly-reconfigurable system, with the ability to support an extremely wide range of sensors and transducers.
Following testing and consultation the result of the Sikorsky-HBM joint development is a shell capable of housing 18 QuantumX modules. This allows a total channel count of more than 250 channels using high-density 16 channel modules. Each shell is a fully autonomous mobile data acquisition station. And by using the QuantumX CX22B-W Data Recorder, which runs HBM’s PC software catman®AP, this removes the need for an additional PC.
A Custom Made DAQ Station:
The Shell features:
- Light-weight movable cabinet
- Top-mounted wide screen
- Network manageable Uninterruptible Power System (UPS)
- PTP capable Ethernet switch for networked operation
- High-gain wireless connectivity
- Watchdog functionality
- Internal light, multiple brush strips, cable fastening supports
- Sliding drawer, keyboard and touchpad
- Lockable glazed rear door
With HBM's equipment, the Sikorsky Ground Test Instrumentation Team now deploys a fleet of DAQ systems satisfying all of their testing needs. The custom design allows unprecedented rapid reconfiguration for all of their different test setups. In addition, the software, catman®AP running on the CX22B-W data recorder features specific functions for fatigue testing such as cycle-based data recording and multiple parallel recorders.
Thanks to the flexibility and scalability of the QuantumX DAQ System, high channel count applications are now possible by linking multiple data system shells together, synchronizing thousands of channels and storing them in a single file.
About Sikorsky:
From the flight of the world's first practical helicopter in 1939, Sikorsky has remained the industry leader through its commitment to innovation, excellence and safety.
Sikorsky (a Lockheed Martin Company) provides military and rotary-wing aircraft to all five branches of the U.S. armed forces along with military services and commercial operators in 40 nations.
Image 2 Caption:
Testing purpose: helicopter structure certification.
Image 3 Caption:
Flexible and scalable: Full scale fatigue testing of the helicopter fuselage.






























Interested? Submit your enquiry using the form below:
Only available for registered users. Sign In to your account or register here.